

 Реферат: Прибор Ультразвуковой отпугиватель грызунов
Реферат: Прибор Ультразвуковой отпугиватель грызунов
Реферат: Прибор Ультразвуковой отпугиватель грызунов
Содержание
Введение |
2 |
| 1. Назначение и область использования | 3 |
| 2. Технология изготовления корпусных деталей | 6 |
| 3. Технология печатного монтажа | 18 |
| 4.Компоновка печатного узла | 19 |
| 5. Технология изготовления односторонней печатной платы | 21 |
| 6. Технология изготовления деталей из пьезокерамики | 24 |
| 6.1. Подготовка материалов | 24 |
| 6.2. Изготовление керамических заготовок | 27 |
| 6.3. Изготовление пьезоэлемента излучателя | 30 |
Список литературы |
34 |
ВВЕДЕНИЕ
В данной работе рассматривается прибор, предназначенный для нужд народного хозяйства. Изготовление, которого, со знанием некоторых технологических процессов, возможно из подручных средств.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ
Прибор «Ультразвуковой отпугиватель грызунов», в дальнейшем УЗОГ, предназначен для отпугивания грызунов, таких как мыши, крысы. Метод ультразвукового отпугивания основан на свойстве УЗ влиять на биофизику и психику животных, т.е. на не слышимом ухом человека, но слышимом животными звуковом диапазоне действовать на слух.
Применяется прибор на фермах, элеваторах и в других местах, где возможна порча и уничтожение зерна.УЗОК можно применять в домашних условиях.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ И ПАРАМЕТРЫ
Диапазон излучаемых частот, Кгц |
45-70 |
Мощность излучения, Дб |
115 |
Число диапазонов |
4 |
Кол-во форм сигналов |
1 |
Напряжение питание, В |
220 |
УСЛОВИЯ ЭКСПЛУАТАЦИИ
|
Диапазон рабочая температуры, СO |
-20…+45 |
| Относительная влажность | 98% |
| Давление | атмосферное |
СТРУКТУРНАЯ СХЕМА ПРИБОРА
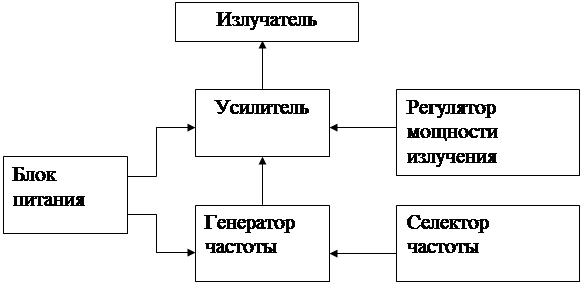
Блок питания – используется для питания напряжением генератора частоты и усилителя.
Генератор частоты – генерирует частоты заданого диапазона и заданной формы.
Усилитель – усиливает сигнал пришедший с генератора и подает его на биморфный излучатель.
Излучатель – используется для излучения в воздух акустического сигнала заданного частотного диапазона.
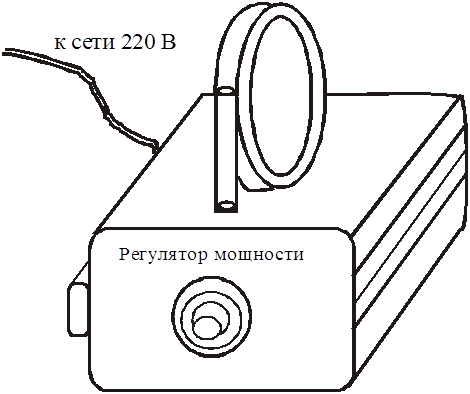
ОБЩИЙ ВИД ПРИБОРА
2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Для изготовления данного корпуса можно применить полиформальдегид стабилизированный (МРТУ 6-05-1018-66) который обладает следующими качествами: высокие антифрикционные и физико-механические свойства, хорошие электроизоляционные св-ва, стабильные при увеличении влажности. Для изготовления данного корпуса необходимо использовать литье под давлением и экструзию.
Требования к конструкции деталей из пластмассы
Конфигурация детали, получаемой литьем или прессованием, не должна препятствовать свободному течению массы при формовании. При разработке конструкции детали следует максимально упрощать ее конфигурацию и обращать основное внимание на ее расположение в форме и на расположение литника. Если конфигурацию детали упростить нельзя, то ее необходимо расчленить на более простые, сопрягающиеся между собой элементы. На допустимые размеры детали прежде всего влияет текучесть прессматериала. Особенно это проявляется у термореактивных прессматериалов.
Ответственные или сопрягаемые участки деталей не должны располагаться в плоскости разъема формы, так как на точность размеров детали влияет величина облоя. Следует учитывать, что в пресс-формах прямого или литьевого прессования облой может располагаться по всему контуру изделия, а при литьевом прессовании и литье под давлением требуется дополнительная зачистка места расположения литника. При правильном подборе навески материала облой по толщине детали не превышает 0,3 мм.
Большая точность деталей обеспечивается при использовании метода литья под давлением. Для увеличения точности деталей применяют формы повышенной жесткости, а также жесткие механизмы смыкания машин.
Для беспрепятственного удаления изделий из формы необходимы технологические уклоны на внешних и внутренних поверхностях детали, параллельных направлениям раскрытия форм или совпадающих с направлением извлечения из детали формующих элементов. Технологические уклоны не делают на плоских монолитных деталях толщиной 5—6 мм и менее. Уклон внутренних поверхностей и отверстий деталей должен быть больше уклона наружных поверхностей. Рекомендуются следующие углы уклона: наружные поверхности от 15' до 1°, внутренние поверхности от 30' до 2°, отверстия глубиной до 1,5 d от 15 до 45'; ребра жесткости и выступы от 2 до 10°. Уклоны на деталях из термореактивных материалов, получаемых литьем под давлением, должны выбираться по величине больше, чем при литье под давлением термопластичных материалов.
Толщина стенки детали определяется ее длиной, текучестью материала, механической прочностью, требуемой конфигурацией элемента детали, характеристикой оборудования и режимом переработки. Толщина сплощных сечений из реактопластов должна быть не выше 10—12 мм. Толщину стенок можно уменьшить применением ребер жесткости или приданием стенкам рациональных профилей. Для фенопластов не рекомендуется применять стенки толщиной менее 1,5 мм. Разница в толщине стенок не должна превышать 30°о наименьшей толщины стенки.
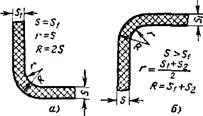
Рис. 1. Радиусы закругления
Для изготовления тонкостенных изделий при литье термопластов необходимо применять термостатирование форм. Изготовление изделий из поликарбоната, полиформальдегида, его сополимера и полиамидов также требует термоста-тирования формы, а также предварительного подсушивания материала для улучшения свойств изделий.
Переходы от большего сечения детали к меньшему выполняются при помощи радиусов закругления или уклонов. Торцы деталей для упрочнения выполняют в виде непрерывных буртиков по всему контуру детали. Толщина буртиков обычно не превышает 1,5—2 толщин стенки. Увеличение жесткости деталей достигается ребрами, которые не должны быть толще стенки, к которой они примыкают. Толщина ребер составляет 0,6— 0,8 толщины стенки. Ребра жесткости не должны доходить до опорной поверхности детали или до края примыкающего к нему элемента детали на 0,5—1,0 мм. Сечение ребра жесткости должно быть постоянным по всей длине и иметь небольшой технологический уклон.
Углы и грани изделия должны быть скруглены, форма изделия возможно более обтекаемой. Радиусы закруглений на изделиях из пластмасс показаны на рис.1. Острые кромки на детали, необходимые по конструктивным требованиям, скругляются минимальным радиусом округления 0,5 мм. Радиусы закругления и фаски для- деталей из пластмасс и металла регламентированы ГОСТ 10948-64. На одном изделии рекомендуется применять наименьшее число размеров радиусов закругления.

Рис. 2. Формы отверстий
В деталях из пластмасс следует применять отверстия наиболее простых форм. Применяемые формы отверстий показаны на рис. 2. Наиболее простые — цилиндрические отверстия, они могут быть сквозными или глухими.
Наиболее распространены отверстия постоянного диаметра. Но могут быть и другие формы отверстий, показанные на рис. 3. Можно получать отверстия со смещенными и наклонными к вертикали осями и отверстия, пересекающиеся под углом (рис. 3). Направление осей отверстий, не совпадающее с направлением прессования или съема изделия, нежелательно. Диаметры отверстий выбирают по ГОСТ 6636-60. Расстояния между соседними отверстиями или отверстием и краем изделия должны быть не менее диаметра отверстия. Отверстия диаметром менее 1,5 мм рекомендуется изготовлять сверлением.
Конструкция детали не должна по возможности иметь выступов или приливов значительной длины. Высота выступов и приливов не должна превышать l/s высоты основной стенки, при этом необходимо предусматривать их плавное утолщение.
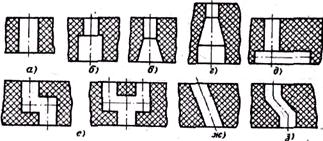
Рис. 3. Конфигурация сквозных отверстии.
а — цилиндрическое; б — ступенчатое, состоящее из двух цилиндрических отверстий разного диаметра; б — ступенчатое: цилиндрическое переходит в коническое; г — ступенчатое, имеющее цилин-дрическо-конические уступы; д, е — отверстия с пересекающимися осями; лс — отверстие с наклонной осью; з — отверстие со смещенными и наклонной к вертикали осями.
Для устранения коробления, усадки и неровностей больших площадей, повышения жесткости и точности сопрягаемых элементов деталей применяют выступающие над поверхностями опорные плоскости в виде выступов, бобышек, буртиков. При конструировании опорных поверхностей их размеры необходимо ограничивать до минимума. Сплошные опорные поверхности заменяют опорами на три точки.
Накатку и рифление выполняют прямыми ребрами, параллельными направлению выталкивания детали из формы. На конических и цилиндрических поверхностях не допускаются винтовые или сетчатые рифления.
![]()
Рие. 4. Глухое ребро рифления.

Рис. 5. Конструкции рифлении
а—ребра рифления заподлицо с плоскостью изделия; 6 — ребра рифления ниже плоскости изделия.
Ширина ребер рифления должна быть не менее 0,3—0,5 мм, а высота возвышения над базовой поверхностью не должна превышать их ширины. При рифлении цилиндрической поверхности или поверхности, имеющей съемный уклон, ребра рифления должны иметь съемные уклоны, превышающие уклон базовой поверхности. Наиболее целесообразно применять па цилиндрических и конических наружных поверхностях глухие ребра рифления (рис. 4). Для плоских Поверхностей применяют прямое (параллельное) и сетчатое рифление полукруглого или треугольного сечения. При сетчатом рифлении взаимное пересечение ребер должно быть в пределах 60—90°. Рифление плоских наружных поверхностей целесообразно выполнять так, чтобы ребра рифления были заподлицо с плоскостью изделия или несколько ниже (рис. 5). .
Резьбы в пластмассовых изделиях получают тремя основными способами:
1) непосредственно при прессовании или литье изделия; 2) механической обработкой отдельных элементов изделия; 3) вставкой металлических частей, имеющих резьбы.
На деталях из пластмасс можно получать наружную, и внутреннюю резьбу различного профиля. Можно применять резьбу метрическую, дюймовую, трубную, цилиндрическую по ГОСТ 6357-52, коническую дюймовую по ГОСТ 6111-52 и др. Метрическая резьба на деталях диаметром 1—20 мм регламентирована ГОСТ 11709-66. Диаметры и шаги резьбы выбирают по ГОСТ 8724-58; не рекомендуется применять шаги 0,5, 0,75, 1,0 мм для диаметров резьбы соответственно свыше 16, 18, 36 мм. Основные резьбы с крупным и мелким шагом выбирают по ГОСТ 9150-59. Шаг резьбы выбирают в соответствии с приложением к ГОСТ 11709-66. Для термореактивиых материалов с порошкообразным наполнителем наиболее прочной является резьба с шагом 1,5 мм. Резьбы с более крупными или меньшими шагами имеют меньшую прочность. На термопластичных материалах можно получить резьбу с любым шагом.
Наиболее экономичными и производительными способами получения резьбы являются компрессионное и литьевое прессование и литье под давлением. Резьбы могут быть получены с точностью классов 2а, 3 и 4. Процесс получения наружных резьб технологически проще процесса получения внутренних резьб, так как первые могут быть оформлены разъемными матрицами, а внутренние резьбы требуют свинчивания детали. Если прочность резьбы должна быть высокой или деталь .необходимо часто отвинчивать, резьбу следует нарезать на металлических вставках, заделанных при формовании.
Резьбы легче нарезать на деталях из термореактивных пластиков с волокнистыми наполнителями, чем на деталях из порошкообразных материалов.
Для соединений, требующих точности, следует применять метрическую резьбу по ГОСТ 11709-66. При расчете диаметра резьбы необходимо учитывать усадку материала и оставлять зазор между винтом и гайкой больше, чем для изделий из металла.
При длине резьбы более 20—25 мм усадку рассчитывают и для шага резьбы. Для более грубых резьбовых соединений применяют резьбу круглого профиля. Шаг резьбы 2,5—4 мм. Для всех видов прессуемых резьб обязательно наличие фаски или кольцевой выточки на конце резьбы. Величина фаски регламентирована ГОСТ 10549-63. Для наружной резьбы наличие фаски на заходной части нежелательно: затрудняет изготовление формующего элемента. В тонкостенных изделиях следует предусматривать вместо фаски выточку для сбега и выхода резьбы. Размер выточки составляет 0,5—1,0 мм.
Для увеличения жесткости, точности, электро- и теплопроводности деталей используют металлическую арматуру из стали, латуни, бронзы. Стержневая арматура крепится в пластмассовых деталях при помощи шестигранной или квадратной головки. Вокруг арматуры необходимо иметь материал толщиной не менее 2/.., диаметров головки. Проволочную арматуру закрепляют с помощью различных отгибов, разрезов, расплющивания арматуры. Листовую арматуру крепят с помощью вырезов, отверстий, отгибов. Поверхность арматуры подвергают грубой обработке.
Надписи на деталях получают обычно в процессе прессования или литья. В некоторых случаях надписи наносят после изготовления детали гравировкой, печатанием и др. Наименьшая высота надписей 0,3—0,5 мм. Буквы высотой больше 0,75 мм выполняют у основания шире, чем у вершины. Для защиты выпуклого шрифта от повреждений надписи помещают в углубления. Углубления должны быть такими, чтобы надписи не выступали за пределы наружной поверхности детали.
Взаимозаменяемость деталей определяется их допуском при изготовлении. Для пластмасс допуск зависит от колебания размеров, определяемых главным образом усадкой. Усадка зависит от многих факторов: конструктивных (расположение литника, разнотолщинность, отношение толщины к длине), технологических (равномерность температур, технология литья, свойства материала) и др. Допуск должен примерно в 2,5 раза превышать колебания усадки.
Качество поверхности деталей, полученных прессованием и литьем, определяется чистотой поверхности прессовых и литьевых форм.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Детали из пластических масс изготавливаются формованием (физико-химическими механическим воздействием на материал, находящийся в вязкотекучем или вязкоэластическом состоянии) и обработкой (физико-химическим и механическим воздействием на материал, находящийся в твердом состоянии).
